انتخاب رزین مناسب یکی از عوامل کلیدی در تولید جواهرات از طریق فناوری های VAT photopolymerization (SLA / DLP / LCD) است. فرمولاسیون رزین، وجود یا عدم وجود فیلر (wax- یا ceramic-filled)، ویسکوزیته، ضریب انبساط حرارتی (CTE) و مقدار باقیماندهٔ خاکستر (ash content) مستقیماً بر دقت ابعادی، fidelity جزئیات سطحی، رفتار در زمان شست و شو و پست-کیور، و در نهایت روی موفقیت مرحلهٔ سرمایه گذاری و بَرن اوت اثر می گذارند. برای تبدیل الگو های چاپی به قطعات فلزی با سطح و جزئیات بالا، باید هم از رزین های طراحی شده برای «castable» بودن استفاده شود و هم پروتکل های چاپ، پس پردازش و چرخهٔ بَرن اوت منطبق و آزموده اجرا گردد.
۱. مبانی شیمیایی و طبقه بندی رزین های جواهرسازی
رزین های مورد استفاده در چاپ جواهر عمدتاً از سیستم های اکریلاتی/متاکریلاتی یا مونومر های تخصصی تشکیل می شوند که شامل فتواینی شیاتور ها، اولیگومرها، مونومرهای واکنشی و افزودنی هایی برای کنترل ویسکوزیته و خواص مکانیکی اند. در میان انواع تجاری، دو خانوادهٔ مهم وجود دارد:
- Castable / wax-filled resins — طراحیشده برای سوختن تمیز (low-ash) و رفتار شبیه موم در بَرن اوت. این رزین ها معمولاً درصدی واکس یا مواد فرار کنتر لشده دارند تا پس از سرمایه گذاری باقیمانده غیرقابل سوزاندنی کم بماند.
- Clear/structural photopolymers — برای قطعات نمایش/نمونه مناسب اند، ولی بسیاری از آن ها بدون فرایند های پست-کیور و بَرناوت مناسب، خاکستر بیشتری برجا می گذارند یا سبب آلودگی قالب می شوند.
۲. پارامتر های فنیِ مؤثر بر کیفیت الگو های چاپی و ریخته گری
۲.۱ مقدار باقیماندهٔ خاکستر (ash content)
ash content شاخص کلیدی برای پیش بینی پاکی بَرن اوت است. رزین های Castable با گزارش ash بسیار پایین (گاهی <0.02٪ یا نزدیک به صفر طبق دیتاشیت های تولید کننده) طراحی می شوند تا پس از سوختن، پسماند ناچیزی باقی بگذارند؛ این موضوع به صورت مستقیم کیفیت سطح ریخته گری و احتمال عیوب را کاهش میدهد.
۲.۲ ضریب انبساط حرارتی و تغییرات ابعادی (shrinkage / CTE)
رزین ها هنگام گرم شدن و پخت تغییر حجم نشان می دهند؛ ضریب انبساط حرارتی بالا می تواند در جریان افزایش دما فشار های داخلی به پوستهٔ سرمایه وارد کرده و باعث ترک یا شکست پوسته شود. مقالات فناورانه پیشنهاد می کنند برای قطعات توپر یا ضخیم از hollowing و ایجاد راهگاه های خروج گاز استفاده شود تا فشار داخلی کاهش یابد.
۲.۳ ویسکوزیته، اندازهٔ ذرات فیلر و کیفیت سطح
ویسکوزیتهٔ رزین روی عملکرد recoating و کیفیت لبه ها و نرمی سطح تاثیر می گذارد. در رزین های پرشده (filler-loaded)، اندازهٔ ذرات و بارگذاری فیلر، وضوح جزئیات و میزان پستی و بلندی سطح را تعیین می کند؛ ذرات بزرگتر معمولاً سطح خشنتر می دهند مگر پارامتر های چاپ تنظیم شوند.
۲.۴ استحکام «سبز» (green strength)
برای قطعات ظریف فیلگری و شبکه ای، استحکام قبل از پست-کیور اهمیت دارد تا حین شست و شو یا جدا کردن supports شکست رخ ندهد. این ویژگی به فرمولاسیون رزین و میزان پخت اولیه وابسته است.
۳. تعامل رزین با فرایند های پس پردازش و بَرن اوت
۳.۱ شست و شو و پست-کیور
رزین های ناپخت (uncured) می توانند در طی بَرن اوت به سرمایه نفوذ کنند یا پلیمریزاسیون ثانویه ایجاد کنند. شست و شوی کامل (معمولاً IPA یا حلال های جایگزین مورد تأیید تولید کننده) و پست-کیور مطابق دیتاشیت تولید کننده برای کاهش مواد فرار و باقیمانده توصیه می شود. برخی رزین های Castable حتی برای عملکرد مطلوب اعلام کرده اند که قطعات پس از شست و شو بدون پست-کیور سنگین قابل سرمایه گذاری هستند، اما برای رزین های دیگر پست-کیور کامل ضروری است.
۳.۲ چرخهٔ بَرناوت (burnout schedule)
چرخهٔ بَرناوت باید با نوع رزین و نوع سرمایه (investment) همخوان شود. برای رزین های wax-filled چرخه های کوتاهتر/مستقیم میتواند کافی باشد، در حالی که برخی رزین های اکریلیک مانند نیاز به پیشگرمایش های آهسته برای جلوگیری از ایجاد فشار و ترک پوسته دارند. دستورالعمل های تولیدکنندگان و white-paperهای صنعتی چرخه های پیشنهادی را فراهم میکنند و اجرای آزمون های کوچک در کارگاه پیش از تولید نهایی ضروری است.
۴. روش های آزمون و کنترل کیفیت (کارگاهی و آزمایشگاهی)
- تست ash (TGA یا سوختن کنترل شده): اندازه گیری درصد باقیماندهٔ غیرقابل سوزاندن پس از سوختن نمونهٔ استاندارد.
- تست بَرناوت نمونه ای: سرمایهگذاری و اجرای چرخهٔ بَرناوت روی نمونه های کنترل شده برای بررسی وجود پسماند یا ترک پوسته.
- اندازه گیری تغییرات ابعادی قبل/بعد از پست-کیور: ارزیابی shrinkage و تغییر شکل ناشی از پست-کیور
- آزمون مقاومت «سبز»: کشش/خم برای نمونه های نازک جهت اطمینان از تحمل عملیات پس پردازش.
۵. توصیه های عملی برای طراحان و تولیدکنندگان جواهر
- از رزین های اختصاصی castable با دیتاشیت و مشخصات ash/CTE اعلام شده برای ساخت الگو های سرمایه گذاری استفاده کنید.
- پروتکل شست و شو و پست-کیور را مطابق دیتاشیت تولید کننده اجرا و در کارگاه آزمون پذیر کنید.
- قطعات ضخیم را hollow یا lattice کنید و راهگاه برای خروج گاز طراحی نمایید تا از ترک پوسته جلوگیری شود.
- پیش از تولید انبوه، آزمون بَرناوت مقیاس کوچک انجام دهید و نتایج را ثبت کنید (ash، سطح ریختهگری، عیوب پوسته).
نتیجه گیری
کیفیت رزین تعیین کنندهٔ موفقیت فنی و اقتصادی فرایند تولید جواهرات با پرینت سه بعدی است. انتخاب رزینی که ash پایین، رفتار حرارتی پیش بینیپذیر و مشخصات پست-کیور و بَرناوت مناسبی دارد، همراه با اجرای پروتکل های آزمودهٔ شست و شو و بَرناوت و طراحی مهندسی شدهٔ قطعه (hollowing, venting)، در کاهش عیوب ریخته گری و افزایش بازده تولید نقش محوری دارد.
خدمات پرینت سه بعدی با رزین در سرزمین دی تی اس
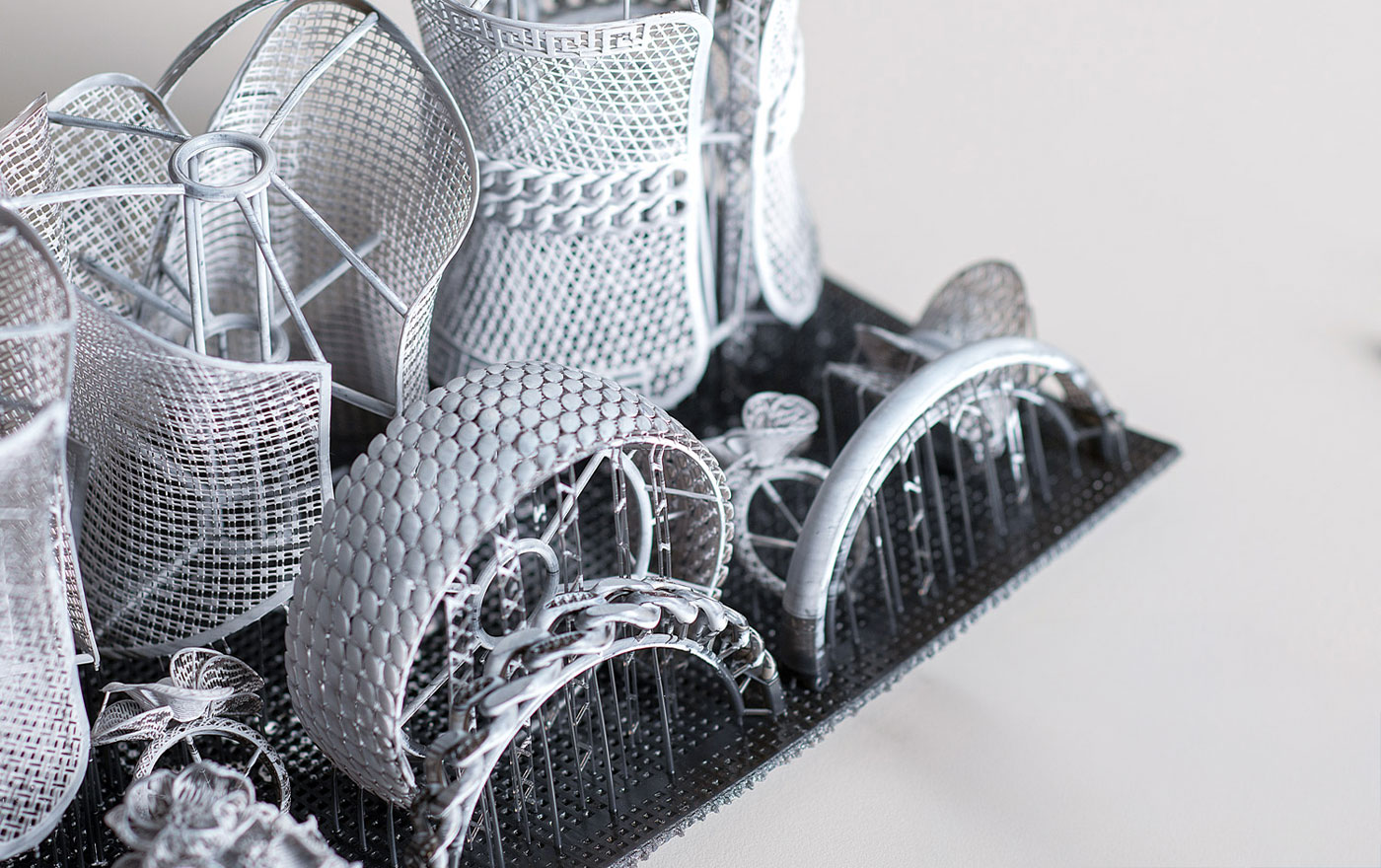
در سرزمین دی تی اس خدمات تخصصی پرینت سه بعدی جواهرات با جدیدترین پرینتر رزینی Uniway انجام می شود. این دستگاه با دقت بالا و کیفیت فوق العاده، امکان چاپ طرح های ظریف، مشبک و پیچیده را فراهم می کند. الگو های چاپ شده کاملاً مناسب ریخته گری هستند و با رزین های مخصوص جواهرسازی تولید میشوند تا سطحی صاف و بدون ایراد داشته باشند.
- برچسب ها: DLP, IPA, LCD, SLA, استریولیتوگرافی, انواع مختلف رزین, انواع مختلف رزین پرینت سه بعدی, انواع مختلف رزینهای چاپ سهبعدی, ایزوپروپیل الکل, پرینت سه بعدی, پرینت سه بعدی با رزین, پرینت سه بعدی پروجت, پرینت سه بعدی جواهرات, پرینت سه بعدی در جواهرسازی, پرینتر LCD, پرینترDLP, پلیمریزاسیون, تأثیر کیفیت رزین در پرینت سه بعدی, تأثیر کیفیت رزین در پرینت سه بعدی جواهرات, تکنولوژی استریولیتوگرافی, چاپ سهبعدی, چاپ سهبعدی با رزین, حوه استفاده از پرینت سه بعدی, خدمات پرینت سه بعدی با رزین, خدمات پرینت سه بعدی پروجت, رزین, رزین استاندارد, رزین انعطافپذیر, رزین دندانی, رزین زیستسازگار, رزین سوختنی, رزین شفاف, رزین مقاوم به حرارت, ریخته گری, زین قابل شستشو با آب, فناوری پرینت سه بعدی, مزایای پرینت سه بعدی, مزایای پرینت سه بعدی جواهرات, نحوه استفاده از پرینت سه بعدی