سرزمین دی تی اس
پرشوندگی یا تراکم داخلی در چاپ سه بعدی به ساختار داخلی قطعات اشاره دارد که در حین چاپ، بین دیواره های خارجی مدل ایجاد میشود. هدف اصلی از استفاده از پرشوندگی، دستیابی به تعادلی بهینه میان وزن قطعه، استحکام مکانیکی و زمان چاپ است. بسته به نوع کاربرد و عملکرد قطعه نهایی، میتوان از الگوها و تراکمهای مختلف پرشوندگی بهره گرفت.
در این مقاله، به بررسی دقیق مفهوم پرشوندگی در چاپ سه بعدی میپردازیم، راهنماییهایی برای انتخاب الگوی مناسب پرشوندگی و چگالی بهینه ارائه میکنیم و در نهایت، رایجترین الگوهای پرشوندگی و کاربردهای هر یک را معرفی خواهیم کرد.
چگالی پرشوندگی (Infill Density)
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
چگالی پرشوندگی به میزان پلاستیکی که در داخل قطعه چاپ شده استفاده میشود اشاره دارد. هرچه چگالی پرشوندگی بالاتر باشد، مقدار پلاستیک بهکاررفته درون قطعه بیشتر خواهد بود و در نتیجه، قطعهای مقاومتر تولید میشود.
معمولاً نرمافزارهای اسلایسر (Slicer) این امکان را فراهم میکنند که درصد چگالی پرشوندگی را از ۰٪ (کاملاً توخالی) تا ۱۰۰٪ (کاملاً توپر) تنظیم کنید. قطعات توخالی، به دلیل مصرف کمتر مواد و زمان چاپ کوتاهتر، هزینه تولید پایینتری دارند، اما این مزایا با کاهش استحکام مکانیکی و گاهی کاهش پایداری ساختاری همراه است.
انتخاب درصد مناسب پرشوندگی
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
برای انتخاب بهترین درصد پرشوندگی متناسب با نیاز قطعه چاپی، میتوانید از راهنمای زیر استفاده کنید:
۰ تا ۲۰٪ – قطعات غیرعملکردی:
برای قطعاتی که جنبه تزئینی دارند یا نیازی به تحمل نیرو ندارند، مانند مدلهای نمایشی یا نمونههای اولیه برای ارائه. در برخی موارد، اگر سطح صاف بزرگی در بالای قطعه وجود نداشته باشد، استفاده از اینفیل صفر درصد نیز گزینه مناسبی است.
۲۰ تا ۴۰٪ – قطعات با استفاده سبک:
برای قطعاتی که تا حدودی در معرض فشار یا نیرو قرار دارند. چگالی متوسط پرشوندگی در بسیاری از موارد استحکامی نزدیک به قطعه توپر ایجاد میکند، در حالی که مصرف ماده و هزینه نهایی کمتر خواهد بود.
۴۰ تا ۱۰۰٪ – قطعات با استفاده سنگین:
برای قطعاتی که باید نیرو یا تنش بالایی را تحمل کنند. با این حال، توجه داشته باشید که افزایش چگالی پرشوندگی به بالای ۶۰٪ بهطور قابل توجهی زمان چاپ و میزان مصرف ماده را افزایش میدهد.
الگوی پرشوندگی (Infill Pattern)
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
الگوی پرشوندگی به ساختار و شکل هندسی موادی اطلاق میشود که درون یک قطعه چاپشده قرار دارند. ساختار داخلی پلاستیک به اندازه چگالی پرشوندگی اهمیت دارد؛ این الگوها میتوانند به شکل خطوط، شبکهها، مثلثها و یا اشکال پیچیدهتری در قالب الگوهای دو بعدی یا سهبعدی باشند.
الگوی انتخابی نه تنها بر زمان چاپ و میزان مصرف مواد تأثیر میگذارد، بلکه میتواند نقش تعیینکنندهای در استحکام، وزن و حتی انعطافپذیری قطعه نهایی داشته باشد.
انتخاب الگوی پرشوندگی
مشابه چگالی پرشوندگی، برخی الگوها برای کاربردهای خاص عملکرد بهتری دارند. انتخاب الگوی مناسب به هدف استفاده از قطعه چاپ شده بستگی دارد. در ادامه، به چهار دستهبندی کلی میپردازیم که به شما کمک میکنند تا بهترین الگوی پرشوندگی را برای قطعه مورد نظر خود انتخاب کنید:
- چاپهای استاندارد:
برای قطعاتی که تحت تنش مکانیکی بالایی قرار نمیگیرند، استفاده از الگوهای پرشوندگی با استحکام متوسط، مانند Grid (شبکهای) یا Triangles (مثلثی)، توصیه میشود.
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
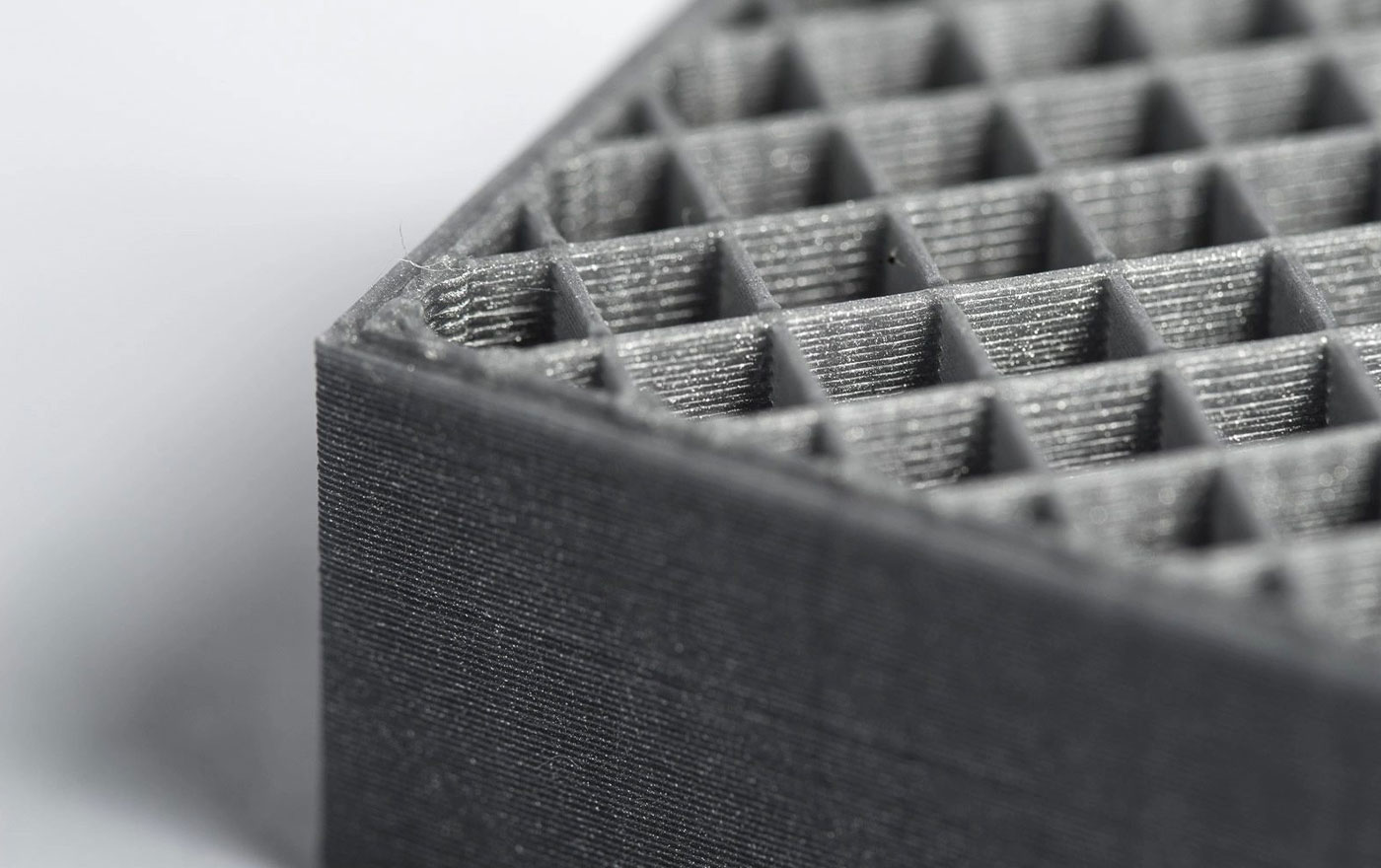
الگوی پرشوندگی Grid (شبکهای) از دو مجموعه خط عمود بر هم تشکیل میشود. ترکیب این خطوط، الگویی شبیه به مربع هایی منظم ایجاد میکند.
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
الگوی Triangles (مثلثی) از سه مجموعه خط در سه جهت مختلف تشکیل شده است. ترکیب این خطوط، ساختاری منظم از مثلثها ایجاد میکند که استحکام مناسبی در جهات مختلف فراهم میسازد.
- چاپهای عملکردی (Functional Prints):
برای قطعاتی که نیاز به استحکام بالا در چند جهت دارند، باید از الگوهای پرشوندگی قوی تری مانند Cubic (مکعبی) یا Gyroid (ژیروئید) استفاده شود. این الگوها با توزیع یکنواخت تنش در حجم داخلی قطعه، مقاومت مکانیکی را بهطور چشمگیری افزایش میدهند.
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
الگوی Cubic (مکعبی) ساختاری سه بعدی از مکعب ها ایجاد میکند. این مکعب ها به گونهای طراحی شدهاند که روی یک گوشه قرار دارند، بهطوری که هیچ سطح داخلیِ آویزان یا بدون تکیه گاهی ایجاد نمیشود. این ویژگی باعث میشود که چاپ این ساختار بدون نیاز به ساپورت های داخلی امکانپذیر باشد و در عین حال استحکام بالایی در سه بعد مختلف فراهم کند.
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
الگوی Gyroid (ژیروئید) یک الگوی موج دار تولید میکند که جهت های آن به طور متناوب تغییر میکند. این الگو به دلیل ویژگی های هندسی خود، استحکام خوبی را در جهت های مختلف فراهم میآورد و در عین حال مصرف مواد را کاهش میدهد.
- چاپهای مجسمه سازی و مدل ها:
این قطعات معمولاً نیاز به استحکام زیادی ندارند، بنابراین استفاده از الگوی Lines (خطی) توصیه میشود. این الگو به دلیل سادگی و سرعت بالا در چاپ، برای مدلهای تزئینی و مجسمه ها مناسب است.
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
الگوی Lines (خطی) خطوط موازی ایجاد میکند. بهطور پیش فرض، این الگو جهت خطوط را از لایهای به لایه دیگر بهطور عمودی تغییر میدهد که در نگاه اول شباهت زیادی به الگوی Grid (شبکهای) دارد.
- چاپهای انعطافپذیر (Flexible Prints):
برای حفظ انعطافپذیری قطعه چاپی، استفاده از الگوی Concentric (مدور) توصیه میشود. این الگو به طور متمرکز و دایرهای به دور محور مرکزی قطعه میچرخد و ساختاری با انعطافپذیری بالا ایجاد میکند.
 در چاپ سه بعدی: چگونه بر استحکام و زمان چاپ تأثیر میگذارد")
الگوی Concentric (مدور) حلقههایی ایجاد میکند که موازی با دیوارههای قطعه هستند. این الگو باعث میشود که ساختار چاپی بهطور متمرکز و با انعطافپذیری بالا به دور دیوارهها بچرخد.
برای آشنایی با جدیدترین مقالات در زمینه پرینت سه بعدی و خدمات پیشرفته پرینت سه بعدی طلا و جواهرات، به سایت سرزمین دی تی اس مراجعه کنید و از منابع تخصصی ما بهرهمند شوید.