سرزمین دی تی اس
شما آن را تصور کردهاید، مدلسازی کردهاید و پرینت گرفتهاید. اما شاید قطعه تازه پرینتشده شما نیاز به کمی توجه بیشتر داشته باشد تا ظاهر یا عملکردی که انتظار دارید را پیدا کند.
فرآیند تکمیل قطعات پرینت سهبعدی اغلب شامل یک مرحله تمیز کردن است که برای بهبود ظاهر یا حذف مواد پشتیبان ناخواسته انجام میشود.
هدف این مقاله بررسی روشهای عملی برای تمیز کردن قطعات پرینت سهبعدی و معرفی ابزارهایی است که باید در کارگاه خود داشته باشید تا این فرآیندها را به سادهترین شکل ممکن انجام دهید. حتی اگر پرینت سهبعدی را به یک شرکت سپرده باشید، احتمالاً نیاز دارید که بخشی از فرآیند تمیز کردن قطعات پرینتشده را خودتان انجام دهید.
خوشبختانه، به جز دستگاههای تخصصی که برای پرینترهای دو اکسترودر با مواد پشتیبانی محلول استفاده میشوند، همه چیزهایی که برای ایجاد یک پایان عالی در قطعات پرینتشده خود نیاز دارید، به راحتی در فروشگاههای ابزار محلی قابل یافتن است.
توجه مهم: هنگام تمیز کردن قطعات پرینت سهبعدی همیشه با احتیاط عمل کنید. از تجهیزات حفاظت فردی (PPE) مناسب برای محافظت از خود در برابر ابزار یا مواد شیمیایی استفاده کنید (مانند عینک ایمنی و دستکش).
برداشتن قطعه
یکی از ابتداییترین ابزارهای تمیز کردن که باید در فضای پرینت خود داشته باشید، یک کاردک ساده است. این ابزار میتواند کاربردهای زیادی داشته باشد، از جمله برداشتن اولیه قطعات پرینتشده و پاک کردن باقیماندهها از سطح پرینت. هنگام انتخاب کاردک، نوعی را انتخاب کنید که دارای تیغه فلزی نازک و انعطافپذیر باشد تا به راحتی بین پلاستیک و سطح تخت پرینتر قرار بگیرد. این ویژگی به شما امکان میدهد قطعات پرینتشده را به آرامی از سطح پرینتر جدا کنید و خطر آسیب به قطعه را به حداقل برسانید.
نکته حرفهای: اگر از بستر شیشهای استفاده میکنید که با چسب برای چسبندگی پوشانده شده است، بستر را برای 15-20 دقیقه در فریزر قرار دهید. دمای پایین باعث کاهش چسبندگی PLA به بستر میشود و قطعه پرینتشده به راحتی جدا میشود!
تمیز کردن اولیه و آمادهسازی قطعه
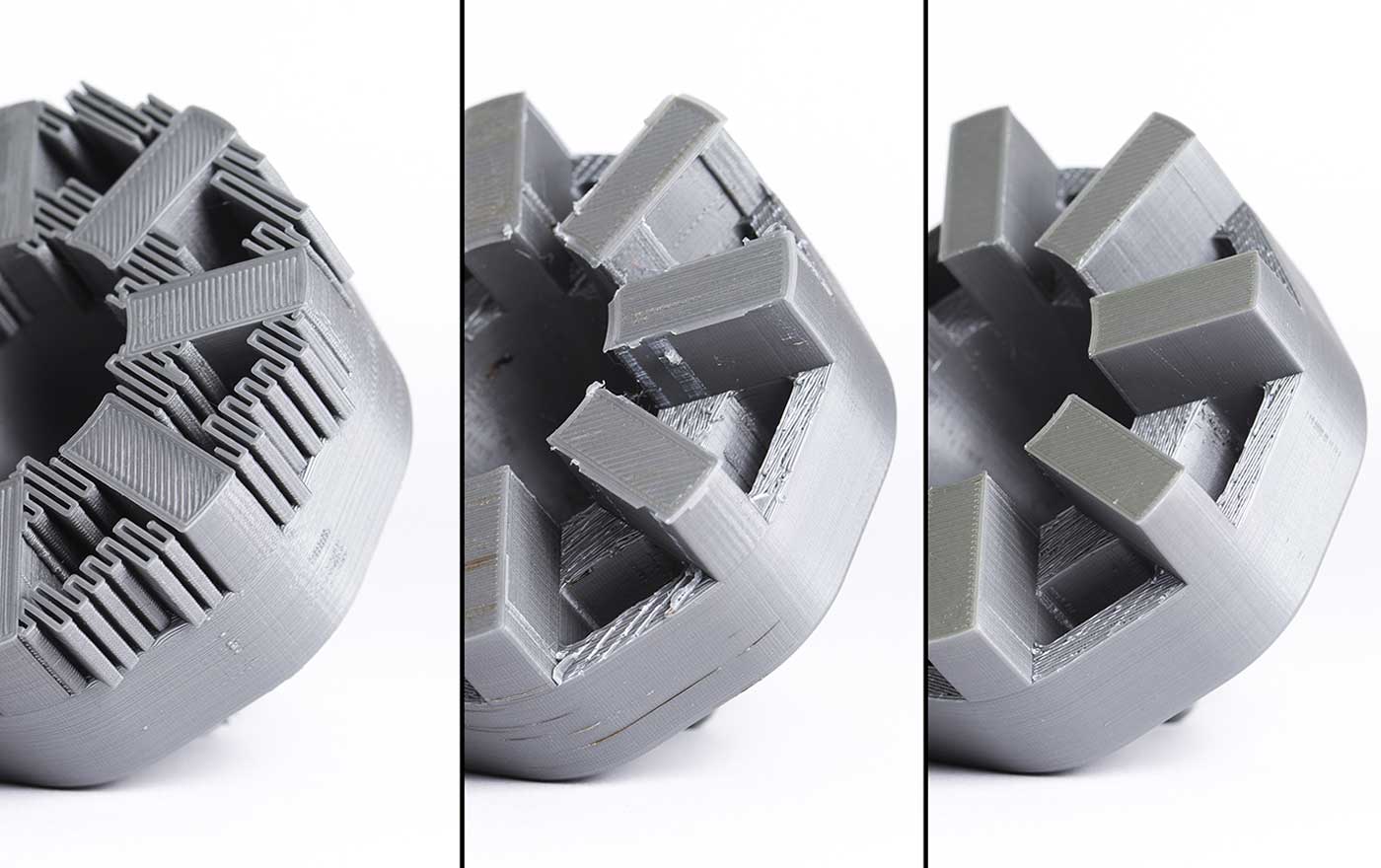
بسته به نوع قطعه و روش چاپی که استفاده کردهاید، اولین کاری که باید انجام دهید حذف هرگونه مواد پشتیبانی است که به قطعه چاپ سهبعدی چسبیده است. برای حذف این مواد چندین روش وجود دارد.
مواد پشتیبانی قابلحل
اگر چاپگری که استفاده میکنید از مواد پشتیبانی قابلحل استفاده میکند، خیساندن قطعه در آب داغ همراه با یک ماده شوینده قوی (همواره مطابق با توصیههای سازنده) برای چند ساعت، بسته به اندازه قطعه، ممکن است برای حذف مواد پشتیبانی کافی باشد.
یک حمام هیدروکسید سدیم نیز میتواند به حل کردن مواد پشتیبانی مانند HIPS کمک کند.

ایجاد حرکت در محلول و استفاده از مخازن التراسونیک
ایجاد حرکت در محلول با استفاده از یک پمپ برای اطمینان از جریان مداوم مایع بر روی سطح قطعه، در فرآیند تمیز کردن این نوع قطعات بسیار مهم است.
مخازن التراسونیک برای پاک کردن مواد پشتیبانی حلشونده از قطعات پیچیده با سطح بزرگ بسیار مفید هستند. این مخازن ممکن است قطعات را سریعتر و با دقت بیشتری نسبت به حمامهای ساده همراه با تحریک مکانیکی تمیز کنند، زیرا انرژی مکانیکی تولید شده توسط امواج التراسونیک عملکرد موثری دارد. انواع مختلفی از دستگاههای تمیزکننده التراسونیک برای قطعات چاپ شده سهبعدی رزینی موجود است.
اطمینان حاصل کنید که ماده شیمیایی مورد استفاده در فرآیند تمیز کردن التراسونیک به ماده اصلی قطعه چاپ سهبعدی آسیبی نمیزند و در عین حال مواد پشتیبانی را به طور کامل و مؤثر حذف میکند.
برای اطلاعات بیشتر در مورد تجهیزات یا روشهای لازم برای حذف مواد پشتیبانی حلشونده از قطعات چاپ سهبعدی خود، با سازنده چاپگر سهبعدی یا سازنده مواد پشتیبانی تماس بگیرید.
سیستم های تک اکسترودری
در پرینترهای سهبعدی تک اکسترودری، که در آن مواد پشتیبانی با همان مادهای که قطعه اصلی را تشکیل میدهد چاپ میشود، ابتدا با استفاده از دست یا یک جفت انبردست نوکباریک تا حد امکان مواد پشتیبانی را حذف کنید.

بسیاری از ابزارهای معمولی را میتوان برای تمیز کردن قطعات چاپ سهبعدی استفاده کرد. یک جفت کاتر کوچک، که معمولاً برای بریدن سیم به کار میرود، ممکن است در این فرآیند نیز مفید باشد.
علاوه بر این، یک مجموعه کوچک از سوهانها و ابزارهای دندانپزشکی میتواند برای دسترسی به گوشهها و شکافهای سخت کمککننده باشد. همچنین، استفاده از ابزارهای چرخشی یا چندمنظوره میتواند در حذف مواد پشتیبانی اضافی مفید باشد. بهتر است ابتدا سرعت ابزار چرخشی را افزایش دهید تا گشتاور آن، زیرا افزایش سرعت نتایج بهتری ارائه میدهد.
از ابزارهای چرخشی سنبادهزنی برای صاف کردن PLA استفاده نکنید. برای صاف کردن PLA، استفاده از سنباده و رویکرد دستی ترجیح داده میشود.
بسته به تنظیمات، نوع ماده و الگوریتمهای بهکاررفته در نرمافزار چاپ شما، حذف عمده مواد پشتیبانی میتواند بسیار آسان یا گاهی اوقات بسیار چالشبرانگیز باشد. بنابراین، صبر و تمایل به یادگیری تنظیمات بهینه در اینجا کلیدی هستند.
نکته حرفهای: یک ابزار ساده مانند درفش دستی میتواند برای تمیز کردن سوراخها، کانالها و شکافهای کوچک در قطعات چاپشده بسیار مفید باشد.
برطرف کردن نقصهای اولیه
پس از انجام عملیات اصلی با انبردست و ابزارهای برش، بسیاری از قطعات چاپ سهبعدی همچنان ممکن است دارای نقصهای نامطلوبی باشند، از جمله رشتههای مواد که از سطوح بیرونی بیرون زدهاند و لبههای خشن که در محل جدا شدن مواد پشتیبانی باقی ماندهاند.
در چنین مواردی، با دقت سطوح خشن قطعه را با استفاده از کاغذ سنباده صاف کنید. ابتدا با کاغذ سنباده زبر مانند 150 شروع کنید تا نقصهای اصلی را برطرف کنید و سپس به تدریج به کاغذ سنباده نرمتر مانند 600 برسید.

استفاده از این روش سنبادهزنی مفید است، زیرا کاغذ سنباده نرمتر معمولاً برای اصلاح نقصهای سطحی خشن مناسب نیست، در حالی که کاغذ سنباده زبر ممکن است خشهای عمیقی ایجاد کند.
سنبادهزنی پلاستیک به صورت مرطوب با استفاده از کاغذ سنباده 600 یا 800 میتواند سطحی صاف بر روی سطوح مسطح ایجاد کند.
برای دقت بیشتر در ویژگیهای خارجی کوچکتر، از مجموعهای از سوهانهای میکرو استفاده کنید که معمولاً در کاربردهای جواهرسازی به کار میروند.
یک ابزار چرخشی با سریهای سنبادهزنی و پولیش نیز میتواند برای سطوح سختدسترس که نیاز به سنبادهزنی دارند، بسیار مفید باشد.
مراقب باشید قسمت هایی از خود قطعه را سمباده نزنید، به خصوص با ابزارهای برقی! در دورهای بالا، ممکن است به دلیل گرمای تولید شده از اصطکاک، قسمتهایی از قطعه را کمی ذوب کنید، بنابراین در صورت امکان ابتدا روی قطعات یدکی تمرین کنید.
پرداخت جزئیات کوچک
پس از رفع نقصهای عمده، ممکن است هنوز بخشهایی از قطعه باقی بماند که دارای علائم سنبادهزنی یا تغییر رنگ هستند. بسته به نوع ماده، روشهای مختلفی برای تمیز کردن این نواحی وجود دارد.
تفنگ حرارتی
تفنگ حرارتی ابزاری مفید برای ذوب بسیار جزئی قطعهای است که در حال تمیز کردن آن هستید. از این ابزار میتوان برای پاک کردن لکههای تغییر رنگیافتهای که ممکن است پس از عملیات سنبادهزنی، مثلاً در PLA یا ABS، مشاهده کنید، استفاده کرد.
در استفاده از این روش بسیار دقت کنید، زیرا ممکن است باعث تغییر شکل یا ذوب شدن بخشهایی از قطعه شوید. دمای ذوب برخی از فیلامنتهای چاپ سهبعدی نسبتاً پایین است. جریان هوای گرم را از تفنگ حرارتی به صورت حرکت جارویی و در فاصله چند اینچی از سطح قطعه اعمال کنید و مرتباً بررسی کنید که آسیبی به قطعه وارد نمیشود.
ابزارهای پولیش
میتوانید ابزارهای پولیش، که برای صیقل دادن سرامیک یا فلزات استفاده میشوند، امتحان کنید تا سطوح قطعات چاپ سهبعدی را صافتر کنید.
استون
در نهایت، برای قطعات ABS، استون میتواند برای ایجاد یک سطح صاف و براق استفاده شود. با قرار دادن قطعه در یک ظرف حاوی بخار استون، سطوح خارجی قطعه به مرور حل شده و خطوط لایهها کاهش مییابد. توجه داشته باشید که استون به عنوان ماده مناسب برای صیقل دادن PETG توصیه نمیشود.
نکته مهم این است که سطح قطعهای که با بخار استون درمان شده است، پس از خارج کردن از محیط بخار، همچنان برای مدتی به حل شدن ادامه میدهد. بنابراین، بهتر است ابتدا این روش را روی چند قطعه اضافی آزمایش کنید و سپس روی قطعات اصلی استفاده کنید.
همچنین، هنگام استفاده از استون، پروتکلهای ایمنی استاندارد را رعایت کنید. استون را فقط در فضای باز یا در محیطی با تهویه مناسب استفاده کنید، زیرا بخارات آن مضر هستند. آن را از شعله یا گرمای زیاد دور نگه دارید، زیرا بسیار قابل اشتعال است.
لیست ابزارهای تمیزکاری قطعات چاپ سهبعدی
در نهایت، در اینجا لیستی از برخی از ابزارهای توصیهشده ذکر شده در این مقاله آورده شده است تا به شما در شروع ساخت موجودی ابزارهای تمیز کردن قطعات چاپ سهبعدی کمک کند:
- کاردکهای فلزی انعطافپذیر عریض و باریک
- انبردست نوکباریک
- درفش دستی
- جفت قیچی کوچک برای برش سیم
- کاغذ سنباده (گریت 150-800)
- مجموعه سوهانهای میکرو
- ابزار چرخشی با سریهای سنبادهزنی و پولیش
- تفنگ حرارتی
- استون
- ابزارهای حکاکی موم
حقایقی درباره تمیز کردن قطعات سهبعدی
- فرآیند کلی تمیز کردن: تمیز کردن قطعات چاپ سهبعدی میتواند شامل استفاده از ابزارهای معمول برای حذف مواد، سنبادهزنی، استفاده از مواد شیمیایی برای صیقل دادن، تفنگ حرارتی یا ابزارهای پولیش باشد. به طور کلی، تمیز کردن شامل حذف مکانیکی، سنبادهزنی، و صیقل دادن است. روشهای بهینه به مواد مورد استفاده بستگی دارد. همیشه برگههای اطلاعات فنی مواد را بررسی کنید.
- PLA: یکی از فیلامنتهای رایج است و تمیز کردن آن با ابزارهای مکانیکی، سوهانها، تفنگ حرارتی، کاغذ سنباده و ابزارهای پولیش ساده است. برای دستیابی به سطحی صافتر و براقتر، میتوان از رزین یا اسپری رنگ شفاف استفاده کرد.
- ABS: فیلامنت رایج دیگری است که میتوان آن را با فرآیندی به نام “صافسازی بخار” صیقل داد. در این فرآیند، قطعه چاپشده ABS به مدت حدود 15-20 دقیقه بالای یک حمام بخار استون در یک محیط با تهویه مناسب معلق میشود. بخار به طور فیزیکی سطح چاپ را صاف میکنند.
- تمیز نگهداشتن صفحه چاپگر سهبعدی: برای چاپهای بعدی اهمیت زیادی دارد. تمیز کردن به نوع صفحه بستگی دارد. برخی صفحات (مانند صفحات PEI) را میتوان به راحتی با ایزوپروپیل الکل (IPA) یا استون تمیز کرد، در حالی که برخی دیگر (مانند صفحات شیشهای) نیاز به خراش دادن مکانیکی با ابزار دارند.