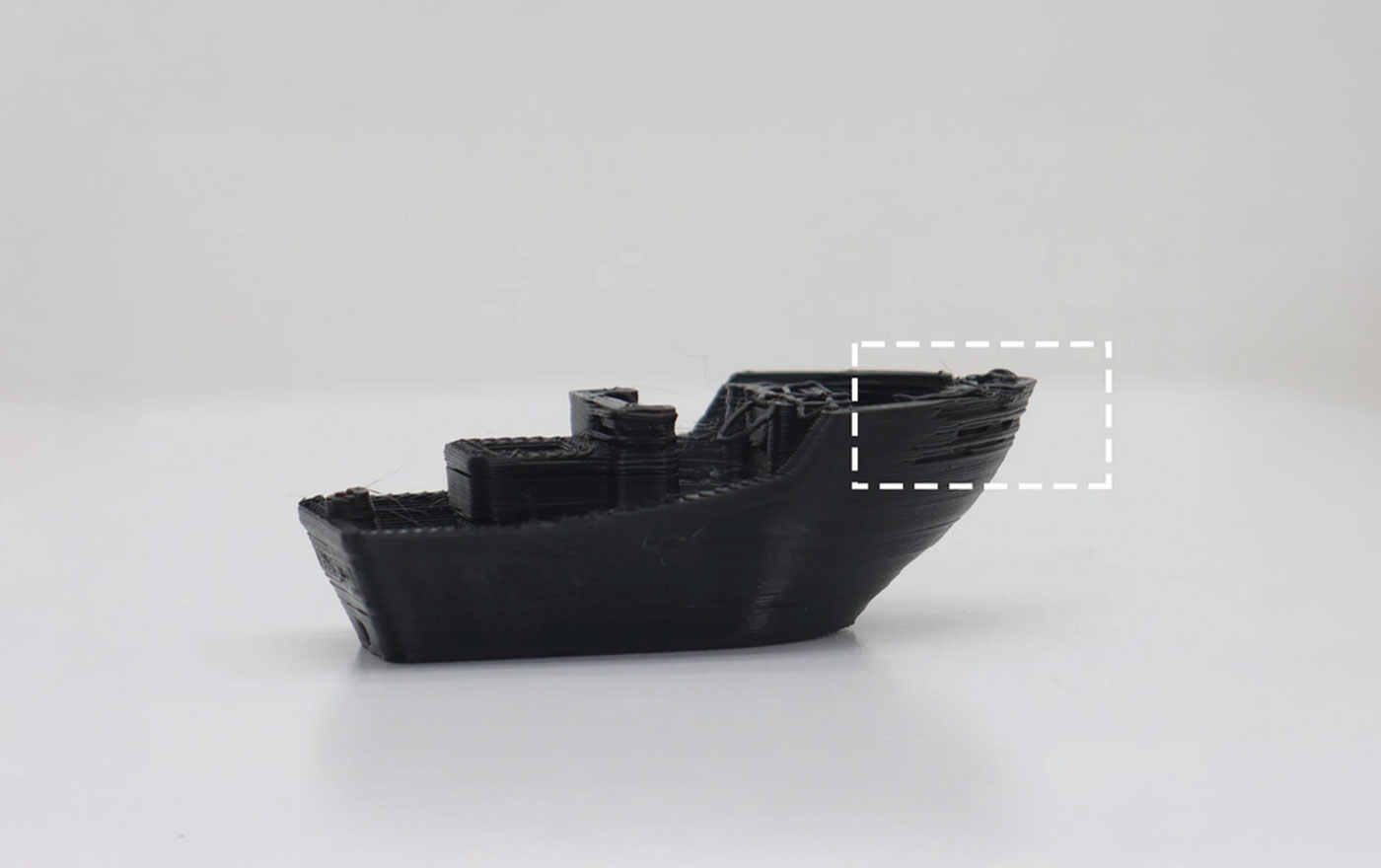
اگر در چاپ سه بعدی خود متوجه شکاف ها یا بخش های ناقص شدید، با پدیده ای به نام «لایه های از دست رفته» (Missing Layers) رو به رو هستید. این مشکل زمانی رخ می دهد که چاپگر، در حین فرآیند چاپ، یک یا چند لایه از مواد را اعمال نمیکند.
توجه داشته باشید که این مشکل را نباید با جابجایی لایه ها (Layer Shifting) — که صرفاً به معنی ناهماهنگی جزئی در موقعیت لایه هاست — یا با ترک خوردگی لایه ها (Layer Cracking) — که ناشی از چسبندگی ناکافی بین لایه ها است — اشتباه گرفت.
این راهنما روش گام به گام و ساده ای برای عیب یابی و رفع مشکل لایه های از دست رفته ارائه می دهد، که از عمومی ترین و آسان ترین راه حل ها آغاز می شود.
دو علت اصلی از دست رفتن لایه ها
تقریباً تمام موارد بروز لایه های از دست رفته در چاپ سه بعدی از یکی از دو منشأ اصلی سرچشمه می گیرند. شناسایی دقیق اینکه مشکل چاپ شما در کدام یک از این دو دسته قرار می گیرد، می تواند زمان عیب یابی را به طور قابل توجهی کاهش دهد و از بازکردن غیر ضروری قطعات چاپگر جلوگیری کند.
علت ۱: مشکل اکستروژن (فیلامنت خارج نمیشود)
این شایع ترین علت بروز لایه های از دست رفته است و بیش از ۸۰٪ موارد را شامل می شود.
در این حالت، قطعات مکانیکی چاپگر درست کار میکنند و محور Z هد پرینتر را برای لایه بعدی بالا میبرد، اما مشکل این است که نازل مقدار مناسبی پلاستیک اکسترود نمیکند یا گاهی اصلاً پلاستیکی خارج نمی شود.
همین عدم خروج پلاستیک باعث ایجاد فضای خالی یا گپ در چاپ می شود.
علت ۲: مشکل مکانیکی محور Z (چاپگر بالا نمی رود)
این مشکل نسبتاً کمتر رخ می دهد.
در این حالت، اکستروودر و هات اند به خوبی فیلامنت را خارج میکنند، اما سیستم حرکت عمودی چاپگر دچار مشکل است.
محور Z قادر نیست به ارتفاع صحیح برای لایه بعدی حرکت کند، و در نتیجه نازل تلاش میکند مستقیماً روی لایه قبلی چاپ کند.
این وضعیت باعث ایجاد خطوط فشرده و بیش از حد اکسترود شده میشود که ممکن است به نظر گپ برسند یا حتی باعث گیر کردن کامل چاپ در لایه های بعدی شوند.
نحوه رفع مشکلات رایج اکستروژن
برای عیب یابی، از این مرحله شروع کنید.
اکثر مشکلات لایه های از دست رفته با بررسی مسیر فیلامنت از قرقره تا نازل شناسایی و برطرف می شوند.
در ادامه، این بررسی ها به ترتیب از ساده ترین و رایج ترین روش ها تا روش های پیچیدهتر فهرست شده اند.
1. بررسی قرقره و مسیر فیلامنت
ابتدا اطمینان حاصل کنید که فیلامنت به طور صحیح تغذیه می شود.
یک قرقره گره خورده رایجترین دلیل خرابی ناگهانی چاپ در حین فرآیند است.
مطمئن شوید قرقره آزادانه باز میشود و گره ای ندارد.
در صورت وجود گره، فیلامنت را از آن نقطه عبور داده و سپس به طور دقیق دوباره روی قرقره بپیچید.
هم زمان کل مسیر فیلامنت را بررسی کنید تا صاف و بدون مانع باشد.
خم های تند در لوله Bowden یا هدایت گر های محدود می توانند اصطکاک بیش از حد ایجاد کنند که موتور اکستروودر توانایی کشیدن فیلامنت را نداشته باشد.
۲. سرویس هاتاند و نازل
مشکلات هات اند یکی از عوامل رایج هستند:
انسداد نازل ناشی از فیلامنت سوخته یا ذرات دیگر جریان پلاستیک را محدود کرده و باعث ایجاد لایه های نازک یا از دست رفته می شود.
معمولاً می توان این مشکل را با روش Cold Pull برای خارج کردن انسداد یا تمیز کردن نازل با سوزن ظریف هنگام داغ بودن رفع کرد.
مراقب Heat Creep باشید؛ زمانی که حرارت بیش از حد به بالای هات اند منتقل میشود و فیلامنت پیش از موعد نرم می شود و باعث گرفتگی می گردد.
این مشکل در چاپ های طولانی شایعتر است، بنابراین مطمئن شوید که فن خنک کننده هات اند آزاد و با حداکثر توان کار می کند.
۳. بررسی مکانیزم اکستروودر
مشکلات عمومی در اکستروودر نیز میتواند علت باشد:
تنش چرخ دندهی درایو را بررسی کنید؛ باید کمی روی فیلامنت اثر بگذارد اما آنقدر محکم نباشد که پلاستیک را عمیقاً فشار دهد.
دندانهای چرخ دنده را با برس سیمی ظریف تمیز کنید تا گرد و غبار پلاستیک که باعث کاهش چسبندگی میشود پاک شود.
بازوی اکستروودر (در صورت پلاستیکی بودن) را به دقت بررسی کنید، زیرا ترک های ریز می توانند باعث از دست رفتن تنش شوند.
بهترین راه حل طولانی مدت، جایگزینی اکستروودر پلاستیکی با مدل فلزی است.
۴. ارزیابی خود فیلامنت
وضعیت فیلامنت را نادیده نگیرید:
اکثر فیلامنت ها رطوبت جذب میکنند که در هات اند تبخیر شده و باعث خرابی اکستروژن میشود (معمولاً با صدای «پاپ» همراه است).
در این صورت، فیلامنت باید خشک شود؛ ترجیحاً با دستگاه خشک کن مخصوص یا خشک کن مواد غذایی.
ضخامت نابرابر فیلامنت نیز در فیلامنت های کمکیفیت رخ می دهد.
با کولیس دیجیتال در چند نقطه اندازه بگیرید. اگر قطر بیش از ±۰.۰۵ میلیمتر تغییر کند، احتمالاً مشکل از فیلامنت است و بهتر است با فیلامنت با کیفیت بالاتر جایگزین شود.
نحوه رفع مشکلات مکانیکی محور Z
اگر تمام مشکلات مربوط به اکستروژن را بررسی و رفع کرده اید، مرحله بعدی بازرسی سیستم مکانیکی چاپگر است که حرکت عمودی (محور Z) را کنترل میکند.
1. رفع گیر کردن و تراز محور Z
- گیر کردن زمانی رخ می دهد که پیچ های هدایت کننده یا میل موتور محور Z نتوانند به صورت روان حرکت کنند.
- ممکن است صدای فشار موتور را بشنوید یا متوجه شوید که گانتری تراز نیست.
- برای بررسی، چاپگر را خاموش کنید و میل موتور محور Z را بهآرامی با دست بچرخانید.
- نقاطی که حرکت سخت است یا اصطلاحاً «سفت» هستند را حس کنید.
راه حل:
- پیچ های هدایت کننده را با پارچه بدون پرز تمیز کنید.
- سپس با گریس مناسب، مانند گریس لیتیوم سفید روان کاری کنید.
- در همین حین، بررسی کنید که خود پیچ هدایت کننده خمیده نباشد.
2. سفت کردن کوپلر موتور محور Z
- کوپلر موتور، قطعه کوچکی است که شافت موتور Z را به پیچ هدایتکننده متصل می کند.
- پیچ های تنظیم آن (گاهی Grub Screw نامیده می شوند) ممکن است شل شوند، که باعث میشود موتور بچرخد اما پیچ هدایت کننده حرکت نکند.
- این وضعیت باعث میشود گانتری برای لایه بعدی بالا نرود.
راه حل:
- پیچ های تنظیم را بررسی و در صورت نیاز سفت کنید.
- بسیار مهم است که پیچ را روی قسمت صاف شافت موتور سفت کنید تا اتصال محکم باشد و لغزش نکند.
3. تنظیم چرخهای V-Slot
- در چاپگر هایی که از سیستم چرخ های V-slot برای حرکت استفاده می کنند (مثل Ender 3)،
- ممکن است چرخ ها بیش از حد به قاب آلومینیومی فشار داده شده باشند و حرکت آزاد محور Z را محدود کنند.
راه حل:
- چرخ نصب شده روی مهره خارج از مرکز (Eccentric Nut) را پیدا کنید.
- با آچار همراه چاپگر، مهره را کمی بچرخانید تا فشار چرخ تنظیم شود.
- هدف این است که گانتری به طور روان بالا و پایین حرکت کند بدون هیچ لرزش یا گیر شدگی محسوس.
بررسی نرم افزاری: تنظیمات اسلایسر
به ندرت پیش می آید که نرم افزار عامل اصلی مشکل لایه های از دست رفته باشد، اما اگر همه قطعات سخت افزاری بررسی شده اند، دو تنظیم در اسلایسر ارزش بازبینی دارند:
Retraction Distance (فاصله بازگشت فیلامنت):
اگر این مقدار بیش از حد بالا باشد، میتواند پلاستیک ذوب شده را بیش از حد به بخش سرد هاتاند بکشد و هنگام شروع مجدد اکستروژن باعث گرفتگی موقت شود.
برای آزمایش، این مقدار را ۱ میلیمتر کاهش دهید و یک چاپ تست انجام دهید.
Z-Hop / Z-Lift (بالا بردن نازل در حرکتهای غیرچاپی):
این ویژگی نازل را کمی بالا میبرد تا به چاپ برخورد نکند، اما گاهی با باگ های نرم افزاری باعث ایجاد گپ در لایه ها می شود.
برای آزمایش ساده، Z-Hop را به طور کامل غیر فعال کنید و ببینید آیا مشکل برطرف میشود یا نه.
این تست های سریع نرم افزاری گاهی می توانند راه حل سادهای ارائه دهند.
اگر پس از این آزمایش ها هنوز گپ ها باقی ماند، احتمالاً مشکل از سخت افزار یا فیلامنت است.
فهرست نهایی عیب یابی
اگر هنوز علت مشکل مشخص نیست، یک چاپ تست کوچک، مانند مکعب کالیبراسیون ۲۰ میلیمتری، شروع کنید و با دقت آن را مشاهده و گوش دهید. این فهرست به شما نشان میدهد که در طول فرآیند چاپ به چه مواردی دقت کنید:
مشاهده مسیر فیلامنت:
در لایه های اول بررسی کنید که فیلامنت آزادانه از قرقره خارج میشود و هیچ گره یا گیرکردگی ندارد.
گوش دادن به نازل:
صدای نازل هنگام اکستروژن را با دقت گوش دهید. آیا صدای «پاپ» یا هیس شنیده میشود؟
این می تواند نشانه فیلامنت مرطوب باشد.
بررسی چرخ دنده اکستروودر:
چرخ دنده درایو اکستروودر را تماشا کنید. آیا ثابت میچرخد یا روی فیلامنت لغزش یا ساییدگی دارد؟
آزمون دستی برای انسداد:
چاپ را هنگام داغ بودن نازل متوقف کنید و فیلامنت را به آرامی با دست فشار دهید.
اگر فیلامنت به راحتی عبور کرد، میتوان مشکل انسداد شدید را رد کرد.
بررسی فوری در صورت مشاهده گپ:
اگر لایه ای از دست رفت، فوراً چاپگر را خاموش کنید.
مطمئن شوید کوپلر محور Z سفت است و محور Z را به صورت دستی برای گیرکردگی بررسی کنید.
رد کردن مشکلات نرم افزاری:
در مرحله نهایی، مدل تست را با پروفایل پیش فرض و معتبر اسلایسر دوباره برش دهید تا احتمال مشکل ناشی از تنظیمات پیچیده نرم افزاری حذف شود.
این فرآیند تشخیصی فعال مؤثرترین روش برای ارتباط مستقیم علائم با علت اصلی است و به شما کمک می کند تا هر نقطه احتمالی خرابی که در این راهنما توضیح داده شد را به صورت سیستماتیک بررسی و تأیید یا رد کنید.
به نگهداری پیشگیرانه چاپگر سهبعدی متعهد باشید!
همان طور که این راهنما نشان داد، مشکل لایه های از دست رفته قابل حل است و معمولاً ناشی از یک نقص مکانیکی جزئی یا مشکل اکستروژن است.
اگرچه اکنون می دانید چگونه این مشکلات را رفع کنید، پیشگیری بهترین استراتژی محسوب می شود.
- انجام نگهداری منظم چاپگر
- استفاده دائم از فیلامنت خشک و باکیفیت
این اقدامات می توانند از بسیاری از خرابی های چاپ جلوگیری کنند و نتایج چاپ قابل اعتماد و موفق تری برای شما فراهم سازند.
- برچسب ها: Cold Pull, Heat Creep, Retraction Distance, Z-Hop, Z-Lift, افزایش کیفیت چاپ, اکستروژن, انسداد نازل, بررسی فشار چرخها, بررسی قرقره, پیشگیری مشکلات چاپ, تست چاپ کوچک, تست دستی انسداد, تست نرمافزار اسلایسر, تعمیر اکستروودر, تعمیر محور Z, تمیز کردن نازل, تنظیم چرخهای V-Slot, تنظیم کوپلر موتور Z, تنظیمات اسلایسر, جلوگیری از خرابی چاپ, چاپ سه بعدی, چاپ سهبعدی, چاپ موفق, چاپ ناقص, چرخ دنده اکستروودر, حرارت بیش از حد هاتاند, خدمات پرینت سه بعدی با رزین, خدمات پرینت سه بعدی پروجت, خشک کردن فیلامنت, خطوط ضعیف چاپ, خطوط نازک چاپ, دستورالعمل رفع لایههای ازدسترفته, راهنمای جامع چاپ 3D, ردیابی مشکل چاپ, رفع لایههای گمشده, روانکاری پیچ هدایتکننده, شکاف لایهها, عیبیابی چاپگر, فیلامنت, فیلامنت مرطوب, کیفیت فیلامنت, گره فیلامنت, لایههای ازدسترفته, لرزش گانتری, محور Z, مسیر فیلامنت, مشکل چاپ, مشکل مکانیکی Z, مشکل نازل, مشکلات رایج چاپ سهبعدی, مکعب کالیبراسیون, نحوه رفع مشکلات رایج اکستروژن, نگهداری چاپگر, هاتاند