سرزمین دی تی اس
تولید افزایشی شیوه تبدیل ایده ها به واقعیت را متحول کرده است از نمونه سازی سریع گرفته تا تولید سفارشی در مقیاس محدود. در میان فناوری های متعدد این حوزه، دو فناوری اصلی در خط مقدم این انقلاب قرار دارند: FDM (Fused Deposition Modeling) یا «مدلسازی به روش رسوب گذاری ذوب شونده» و SLA (Stereolithography) یا «استریولیتوگرافی».
درک ویژگی های منحصر به فرد هر یک از این فناوری ها به شما کمک می کند تا در انتخاب روش مناسب برای پروژه های خود تصمیمی آگاهانه بگیرید؛ چه به عنوان یک علاقهمند خانگی (Hobbyist)، چه به عنوان یک طراح صنعتی یا یک متخصص در حوزه تولید و مهندسی.
این شناخت پایه ای ترین گام برای انتخاب صحیح بین دو فناوری است که هر دو با وجود شباهت در هدف ساخت لایه به لایه اجسام سهبعدی در اصول عملکرد، دقت، نوع مواد مصرفی و کیفیت خروجی تفاوت های بنیادینی دارند.
چاپ سه بعدی FDM و SLA چیست؟
چاپ سه بعدی FDM (Fused Deposition Modeling) نوعی فرآیند برون ریزی ماده (Material Extrusion) است که در آن رشته ای از ترموپلاستیک (فیلامنت) با حرارت ذوب شده و به صورت لایه به لایه بر روی هم قرار میگیرد تا جسم سه بعدی شکل بگیرد. می توان آن را شبیه یک تفنگ حرارتی بسیار دقیق تصور کرد که در سه محور (X، Y و Z) حرکت میکند و ماده ذوبشده را دقیقاً در مسیر تعیینشده قرار می دهد.
سادگی نسبی عملکرد، هزینه پایین تجهیزات و مواد مصرفی، و در دسترس بودن آن باعث شده که این فناوری یکی از محبوب ترین و پرکاربرد ترین روش های چاپ سهبعدی در سطح خانگی و صنعتی سبک باشد.
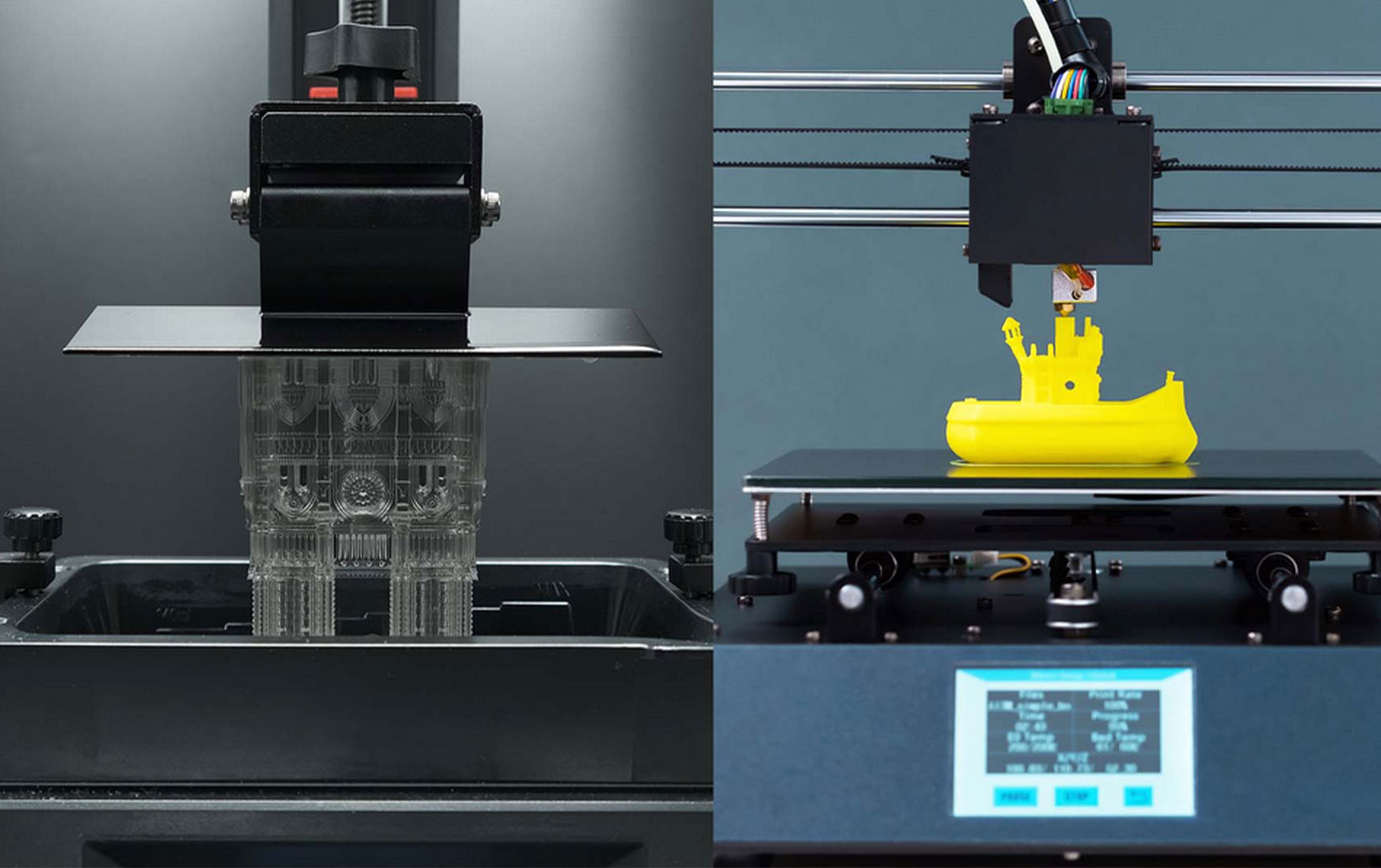
در مقابل، چاپ سه بعدی SLA (Stereolithography) بر پایه فرآیند فوتوپلیمریزاسیون (Photopolymerization) عمل میکند؛ در این روش، رزین مایع حساس به نور به صورت انتخابی توسط منبع نوری (معمولاً لیزر یا پروژکتور UV) پخت و جامد میشود. هر لایه از مدل زمانی که پرتو نور بر سطح رزین می تابد، سخت شده و بهتدریج جسم از پایین به بالا (یا در برخی سیستم ها از بالا به پایین) ساخته میشود. میتوان این فناوری را چنین تصور کرد که شیء از دل مایع بیرون می آید و هر جا نور می تابد، ماده به حالت جامد درمیآید.
این دو رویکرد کاملاً متفاوت از نظر مکانیزم عملکرد، نوع ماده، دقت چاپ، کیفیت سطح و کاربرد نهایی تفاوت های اساسی دارند که در ادامه به تفصیل بررسی می شوند.
چاپ سه بعدی FDM چگونه عمل می کند؟
فناوری FDM بر پایه اصولی ساده اما دقیق کار می کند. در مرحله نخست، نرم افزار مخصوص، مدل سه بعدی شما را به لایه های افقی بسیار نازک تقسیم کرده و مسیر دقیق حرکت نازل (Print Head) را محاسبه می کند.
در طول فرآیند چاپ، فیلامنت ترموپلاستیکی از روی قرقره وارد نازل داغ (Extruder) میشود، جایی که تا حدی ذوب شده و به حالت نیمه مایع در می آید.
نازل در راستای مسیر از پیش تعیین شده حرکت کرده و ماده مذاب را به صورت دقیق و کنترل شده روی سطح کار مینشاند. هر لایه جدید هنگام قرار گرفتن بر روی لایه قبلی، در اثر حرارت و فشار، به آن جوش میخورد و به تدریج جسم نهایی شکل می گیرد. پس از اتمام هر لایه، یا پلتفرم ساخت (Build Platform) اندکی پایین می رود، یا نازل کمی بالا میرود تا فاصله مناسب برای لایه بعدی حفظ شود.
اکثر پرینتر های FDM از ساختار های حمایتی (Support Structures) برای بخش های دارای برجستگی یا آویز استفاده می کنند. این ساختارها پس از پایان چاپ حذف میشوند. در مدل های پیشرفتهتر، از مواد پشتیبان قابل حل در آب استفاده میشود که به راحتی در مرحله پس پردازش (Post-processing) شسته میشوند، در حالی که در مدل های سادهتر، این ساپورت ها از همان جنس ماده اصلی بوده و باید به صورت دستی جدا شوند.
چاپ سه بعدی SLA چگونه عمل می کند؟
فناوری SLA (Stereolithography) رویکردی کاملاً متفاوت نسبت به چاپ سه بعدی FDM دارد. در این روش، فرآیند با مخزنی از رزین فتوپلیمر مایع آغاز میشود نوعی پلاستیک ویژه که در برابر تابش نور با طولموج مشخص، از حالت مایع به جامد تغییر حالت میدهد.
در مرکز عملکرد چاپگر SLA، منبع نوری آن قرار دارد معمولاً یک لیزر فرابنفش (UV Laser) یا در مدل های رومیزی مدرنتر، پروژکتور LED با دقت بالا. این منبع نور با دقت زیاد، شکل هر لایه از مدل را بر روی سطح رزین ردیابی یا تصویر سازی میکند. در نقاطی که نور به رزین برخورد میکند، فرآیند فوتوپلیمریزاسیون (Photopolymerization) رخ داده و رزین بلافاصله از حالت مایع به جامد تبدیل میشود.
در پیکر بندی های Bottom-Up (که در چاپگر های SLA رومیزی رایجتر است)، پلتفرم ساخت از کف مخزن آغاز میشود و پس از پخت هر لایه، بهتدریج به سمت بالا حرکت میکند تا فضای لازم برای لایه بعدی ایجاد شود.
در مقابل، در سیستم های Top-Down (که بیشتر در دستگاه های صنعتی دیده می شوند)، پلتفرم از سطح رزین شروع کرده و در طول فرآیند چاپ به تدریج به سمت پایین حرکت میکند.
پس از اتمام چاپ، جسم ساخته شده نیاز به شست و شو با حلال (Solvent) دارد تا رزین پخت نشده از سطح آن پاک شود. سپس قطعه باید در محفظه UV (فرابنفش) قرار گیرد تا فرآیند پخت نهایی (Post-Curing) انجام شود و استحکام و پایداری مکانیکی قطعه به حداکثر برسد.
مزایای چاپ سه بعدی FDM
فناوری FDM از نظر دسترس پذیری و مقرون به صرفه بودن یکی از محبوب ترین روش های چاپ سه بعدی است. پرینتر های سطح ابتدایی آن با قیمتی در حد چند صد دلار یا پوند در دسترس هستند و برای علاقه مندان خانگی، محیط های آموزشی و کسب و کار های کوچک گزینه ای ایده آل محسوب می شوند. گستردگی استفاده از این فناوری باعث شکل گیری جامعه کاربری قوی، منابع آموزشی گسترده و پشتیبانی آنلاین فراوان شده است.
از دیگر مزایای اصلی FDM می توان به تنوع گسترده مواد مصرفی (فیلامنت ها) اشاره کرد. این پرینتر ها قادر به استفاده از طیف وسیعی از ترموپلاستیک ها هستند از مواد پرکاربردی مانند PLA و ABS گرفته تا فیلامنت های تخصصی شامل ترکیبات چوب، فلز، فیبرکربن و حتی مواد رسانا (Conductive). این تنوع به کاربران اجازه می دهد نمونه های کاربردی و عملکردی با ویژگی های خاص مکانیکی یا حرارتی تولید کنند، نه فقط مدل های تزئینی یا بصری.
در کنار این مزایا، چاپگر های FDM نیاز به نگهداری و سرویس دوره ای کمتری دارند. بیشتر اقدامات نگهداری شامل تعویض نازل، تمیز کردن صفحه ساخت و روان کاری قطعات متحرک است که هم ساده و هم کم هزینه اند.
ماهیت مکانیکی ساده این فناوری باعث میشود عیب یابی و رفع اشکال نیز برای کاربران غیرتخصصی نسبتاً آسان باشد.
مزایای چاپ سه بعدی SLA
بزرگ ترین مزیت فناوری چاپ SLA کیفیت سطحی بینظیر آن است. قطعاتی که با این روش چاپ میشوند، دارای سطوحی فوق العاده صاف و یکنواخت اند و معمولاً به حداقل فرآیند پس پرداخت نیاز دارند. خطوط لایه لایه ای که در چاپ های FDM قابل مشاهده اند، در چاپ های SLA تقریباً به کلی ناپدید میشوند و قطعه نهایی ظاهری حرفه ای و صیقلی دارد.
یکی دیگر از مزایای برجسته SLA توانایی بازتولید جزئیات بسیار ظریف است؛ این فناوری می تواند ویژگی هایی با دقتی تا حدود ۰٫۰۲۵ میلیمتر را ایجاد کند چیزی که فراتر از توان چاپگر های FDM است. این دقت بالا باعث میشود SLA گزینه ای ایده آل برای کاربرد هایی مانند طراحی جواهرات، مدل های دندانی و ماکت های معماری با جزئیات بالا باشد.
چاپ های SLA همچنین از نظر خواص مکانیکی ایزوتروپیک هستند؛ به این معنا که استحکام و رفتار مکانیکی آن ها در همهی جهت ها یکسان است. برخلاف چاپ های FDM که معمولاً در امتداد خطوط لایه ضعف نشان میدهند، قطعات تولید شده با SLA رفتار مکانیکی مشابه قطعات قالب گیری تزریقی دارند و در همهی جهت ها استحکام یکنواختی دارند. این ویژگی باعث میشود SLA برای ساخت نمونه های عملکردی (functional prototypes) و قطعات نهایی با نیاز های مکانیکی بالا بسیار مناسب باشد.
«انتخاب بین FDM و SLA به برتری یکی نسبت به دیگری مربوط نمیشود؛ بلکه به یافتن فناوری مناسب برای نیاز خاص شما بستگی دارد. هر یک مزایای منحصر به فردی دارند که آن ها را به بهترین انتخاب برای کاربرد های متفاوت تبدیل می کند.»
معایب چاپ سه بعدی FDM
با وجود در دسترس بودن و قیمت مناسب، فناوری FDM محدودیتهای قابلتوجهی دارد. کیفیت سطح همچنان یکی از چالشهای اصلی است؛ خطوط لایهها معمولاً روی قطعه نهایی قابل مشاهدهاند و برای دستیابی به ظاهری حرفهای، نیاز به پرداخت و صیقلکاری پس از چاپ (post-processing) وجود دارد که میتواند زمانبر باشد. حتی در بهترین تنظیمات چاپ، سطوح منحنی معمولاً ظاهری “پلهای” و نه کاملاً صاف دارند.
FDM در چاپ هندسههای پیچیده و جزئیات ظریف نیز با مشکل مواجه است. به دلیل محدودیت فیزیکی نازل که معمولاً قطری در حدود ۰٫۴ میلیمتر دارد، چاپ دیوارههای نازک، گوشههای تیز یا الگوهای بسیار دقیق دشوار است. ویژگیهای دارای برآمدگی یا بخشهای معلق (Overhangs) نیازمند ساختارهای پشتیبان (Supports) هستند که حذف آنها میتواند سخت باشد و گاهی رد یا نقص سطحی بر جای میگذارد.
یکی دیگر از معایب مهم FDM، ناهمسانی مکانیکی (Anisotropy) است. قطعات چاپ شده با FDM معمولاً در راستای محور Z (یعنی بین لایه ها) ضعیفتر از محور های X و Y هستند. این ضعف بین لایه ای می تواند موجب جدایش لایه ها (Delamination) در برابر تنش های چند جهته شود و بنابراین، استفاده از قطعات FDM برای کاربرد های عملکردی که نیاز به مقاومت بالا دارند، محدود میشود.
معایب چاپ سه بعدی SLA
فناوری SLA نیز با مجموعه ای از چالش ها همراه است. یکی از مهم ترین آن ها محدودیت در مواد مصرفی است. هرچند تنوع رزین ها در سال های اخیر افزایش یافته، اما در مقایسه با فیلامنت های FDM همچنان محدودتر است، به ویژه در کاربرد های مهندسی. بسیاری از رزین ها شکنندهتر از ترموپلاستیک های صنعتی هستند و رزین های خاص مانند رزین مقاوم به حرارت یا انعطافپذیر معمولاً قیمت بالایی دارند.
فرآیند پس پرداخت (Post-processing) در چاپ SLA اجتناب ناپذیر و زمانبر است. هر قطعه چاپ شده باید ابتدا در الکل ایزوپروپیل (IPA) یا محلول های مخصوص شسته شود تا رزین پخته نشده از سطح آن حذف گردد، سپس در معرض نور فرابنفش (UV) قرار گیرد تا استحکام نهایی را به دست آورد. این مراحل نه تنها زمان و تجهیزات اضافه می طلبند، بلکه نیازمند دقت در ایمنی و دفع ضایعات هستند؛ زیرا رزین پخته نشده مواد سمی محسوب میشود و باید به درستی دفع گردد.
علاوه بر این، چاپگر های SLA معمولاً حجم ساخت (Build Volume) محدودی دارند. مدل های رومیزی آن ها در مقایسه با چاپگر های FDM با قیمت مشابه، سطح چاپ بسیار کوچکتری ارائه میدهند. چاپگر های صنعتی SLA با ابعاد بزرگتر وجود دارند، اما قیمت بسیار بالایی دارند و برای کسب و کار های کوچک یا کاربران خانگی مقرون به صرفه نیستند. از طرفی، رزین ها دارای تاریخ انقضا هستند و نیاز به شرایط نگهداری خاص دارند، در حالی که فیلامنت های FDM معمولاً ماندگاری بیشتری دارند و نگهداری شان سادهتر است.
مقایسه مصرف و مدیریت مواد در چاپ سه بعدی FDM و SLA
فناوری FDM از گسترهی وسیعی از مواد ترموپلاستیک پشتیبانی میکند. متداول ترین آن ها شامل PLA (پلی لاکتیک اسید)، ABS (آکریلونیتریل بوتادین استایرن)، PETG (پلیاتیلن ترفتالات گلیکول) و TPU (ترموپلاستیک پلییورتان) هستند. علاوه بر این، مواد تخصصیتری مانند نایلون، پلیکربنات و کامپوزیت هایی حاوی چوب، فلز، فیبر کربن یا سرامیک نیز وجود دارند. این تنوع به کاربران اجازه می دهد تا بر اساس نیاز های خاص مانند مقاومت حرارتی، انعطاف پذیری، دوام مکانیکی یا ویژگی های ظاهری مادهی مناسب را انتخاب کنند.
در مقابل، رزین های SLA اگرچه از نظر تنوع کمترند، اما مزایای خاص خود را دارند. رزین های فوتوپلیمری استاندارد بیشتر بر ویژگی های بصری تمرکز دارند و در انواع شفاف، مات یا رنگی عرضه می شوند. رزین های مهندسی (Engineering Resins) خواص بهبود یافته ای مانند مقاومت در برابر حرارت، ضربه یا انعطاف پذیری بالا ارائه می دهند. همچنین رزین های تخصصی برای صنایع خاص مانند دندان پزشکی، جواهر سازی و پزشکی توسعه یافته اند. در سال های اخیر، حتی رزین های زیست سازگار (Bio-compatible) نیز معرفی شدهاند که امکان چاپ مستقیم راهنماهای جراحی و برخی وسایل پزشکی را فراهم میکنند.
از نظر مدیریت و نگهداری مواد، تفاوت های زیادی میان این دو فناوری وجود دارد.
در FDM، فیلامنت ها تنها نیازمند نگهداری در محیط خشک و بدون رطوبت هستند و به مراقبت خاصی نیاز ندارند.
اما در SLA، رزین ها باید از نور محیط محافظت شوند، در محیط دارای تهویه مناسب استفاده گردند و مواد و محلول های تمیزکنندهی رزینِ پخت نشده به صورت ایمن و اصولی دفع شوند.
این تفاوت ها نه تنها بر هزینهی نهایی چاپ تأثیر می گذارند، بلکه در فرآیند کاری (workflow)، استاندارد های ایمنی و حتی سهولت استفاده از تجهیزات نیز نقش تعیین کننده ای دارند.
دقت و صحت ابعادی در چاپ سه بعدی FDM و SLA
فناوری SLA از نظر دقت (accuracy) و تفکیک پذیری (precision) برتری محسوسی نسبت به FDM دارد. چاپگر های SLA معمولاً دارای دقت در محور های XY بین ۲۵ تا ۵۰ میکرون و ضخامت لایه بین ۲۵ تا ۱۰۰ میکرون هستند. منبع نوری (لیزر یا پروژکتور) می تواند نقاط بسیار ریز را با دقت بالا پخت کند و در نتیجه، لبه های تیز، جزئیات ظریف و سطوح بسیار صاف به دست میآید. این ویژگی باعث میشود قطعات تولیدشده با SLA در مونتاژهای مکانیکی، حداقل نیاز به اصلاح ابعادی یا پرداخت نهایی داشته باشند.
در مقابل، چاپگرهای FDM معمولاً دارای تفکیکپذیری XY در حدود ۱۰۰ تا ۲۰۰ میکرون و ضخامت لایه بین ۱۰۰ تا ۳۰۰ میکرون هستند. اگرچه این سطح از دقت برای بسیاری از کاربرد ها کاملاً مناسب است، اما در پروژه هایی که جزئیات بسیار ریز یا تلرانسهای دقیق نیاز دارند، ممکن است محدود کننده باشد. علاوه بر این، ماهیت فیزیکی فرآیند اکستروژن پلاستیک ذوب شده می تواند خطاهایی نظیر تاب برداشتگی (warping)، رشته کشی (stringing) و جابجایی لایه ها (layer shifting) را بهوجود آورد که بر دقت نهایی تأثیر می گذارند.
در ارزیابی کاربرد های واقعی باید توجه داشت که محدودیت های FDM معمولاً با اصلاح طراحی قابل جبران اند؛ به عنوان مثال، میتوان تلرانس های اضافی در محل اتصال ها در نظر گرفت، از ویژگی های بسیار کوچک اجتناب کرد و جهتگیری قطعه را در حین چاپ بهینه نمود.
در عین حال، اگرچه SLA دقت بسیار بالاتری ارائه می دهد، اما این فناوری نیز چالش هایی دارد؛ از جمله جمع شدگی جزئی (shrinkage) در حین فرآیند پخت رزین، که در کاربرد های حساس باید در طراحی مدل لحاظ شود تا ابعاد نهایی با دقت مورد نظر منطبق باشد.
سرعت چاپ در FDM و SLA
مقایسه سرعت چاپ در فناوری های FDM و SLA نیازمند درک جزئیات عملکرد هرکدام است، زیرا سرعت آن ها به عوامل متفاوتی وابسته است.
در چاپگر های FDM، سرعت چاپ عمدتاً به ارتفاع لایه (Layer Height)، درصد پُرشدگی (Infill Percentage) و سرعت حرکت نازل (Travel Speed) بستگی دارد. بیشتر چاپگر های FDM در محدودهی ۴۰ تا ۱۵۰ میلیمتر بر ثانیه عملیات اکستروژن را انجام میدهند. استفاده از نازل با قطر بزرگتر سرعت چاپ را افزایش می دهد، اما در مقابل جزئیات و کیفیت سطح کاهش مییابد. به طور معمول، چاپ یک جسم با اندازهی متوسط در FDM ممکن است ۴ تا ۸ ساعت زمان ببرد.
در مقابل، سرعت چاپ در فناوری SLA به زمان پخت رزین (Cure Time) و ضخامت لایه ها وابسته است. در بسیاری از چاپگر های SLA (به ویژه مدل های مبتنی بر پروژکتور یا DLP)، هر لایه در مدت زمان ثابتی پخت می شود، صرفنظر از میزان جزئیات یا پیچیدگی مدل. هرچند حرکت چاپ در ظاهر کندتر از FDM است، اما چون SLA تمام سطح یک لایه را به صورت هم زمان پخت میکند، در چاپ مدل های پیچیده گاهی سریعتر از FDM عمل میکند.
با این حال، در ارزیابی بازده کلی (Throughput) باید فرآیند پس از چاپ (Post-Processing) نیز لحاظ شود. چاپ های FDM معمولاً فقط نیاز به حذف ساپورت ها و شاید کمی سنباده کاری سبک دارند، اما چاپ های SLA الزاماً باید شست و شو در ایزوپروپیل الکل یا محلول مخصوص، پخت نهایی در محفظه UV و حذف دقیق ساپورت ها را طی کنند؛ فرآیندی که زمان و تجهیزات بیشتری نیاز دارد.
در تولید چند قطعهی یکسان به صورت هم زمان، SLA مزیت قابل توجهی دارد، زیرا می تواند کل صفحه ساخت را بدون افزایش زمان چاپ پر کند؛ در حالی که در FDM، افزایش تعداد قطعات، زمان چاپ را افزایش می دهد.
کاربرد های چاپ سه بعدی FDM
فناوری FDM در زمینهی نمونه سازی عملکردی (Functional Prototyping) عملکرد برجسته ای دارد؛ جایی که ویژگی های مکانیکی قطعه مهمتر از ظاهر آن است. تیم های توسعه محصول از FDM برای آزمودن فرم، فیت و عملکرد قطعات استفاده میکنند، زیرا می توان با استفاده از ترموپلاستیک های مهندسی (Engineering-Grade Thermoplastics)، رفتار قطعات واقعی در شرایط عملی را شبیهسازی کرد.
در بخش آموزش، FDM به دلیل سهولت استفاده، ایمنی بالا و هزینهی پایین مواد به طور گسترده پذیرفته شده است. از مدارس تا دانشگاه ها، این فناوری امکان آشنایی عملی دانش آموزان و دانشجویان با چرخه کامل طراحی تا تولید را فراهم میکند و به پرورش مهارت های کلیدی در رشته های مهندسی، طراحی و تولید کمک می نماید.
در جامعهی سازندگان و علاقه مندان (Maker & Hobbyist Community) نیز FDM به دلیل قیمت مقرون به صرفه و تنوع بالا محبوبیت دارد. از ساخت ابزار های خانگی و قطعات سفارشی گرفته تا وسایل دکوری و مدل های سرگرمی، این فناوری دسترسی آسان به تولید سه بعدی را فراهم کرده است.
همچنین، کسب و کار های کوچک از چاپگر های FDM برای تولید فیکسچر ها، جیگ ها و قطعات سفارشی با تیراژ پایین استفاده می کنند، بدون نیاز به سرمایه گذاری سنگین. حتی در صنایع بزرگ نیز از FDM برای ساخت ابزار های کمکی تولید، راهنما های مونتاژ و قطعات ارگونومیک سفارشی بهره گرفته می شود.
کاربرد های چاپ سه بعدی SLA
صنعت جواهرسازی: فناوری SLA بهخاطر توانایی فوق العاده اش در بازتولید جزئیات دقیق، در صنعت جواهر سازی به طور گسترده ای مورد استفاده قرار گرفته است. طراحان میتوانند الگو ها و ویژگی های بسیار پیچیده ای ایجاد کنند که با روش های تولید سنتی یا دیگر روش های چاپ سه بعدی قابل دستیابی نیست. این چاپ های بسیار دقیق SLA به عنوان قالب اصلی برای ریخته گری سرمایه ای (Investment Casting) استفاده میشوند و امکان انتقال طراحیهای دیجیتال پیچیده به قطعات فلز گرانبها را با حداقل از دست رفتن جزئیات فراهم میکنند.
حوزه های دندانپزشکی و پزشکی: دقت بالا و مواد زیست سازگار SLA باعث شده است این فناوری در حوزه های دندانپزشکی و پزشکی کاربرد فراوانی داشته باشد. آزمایشگاه های دندانپزشکی از SLA برای چاپ تاج ها، پل ها و راهنمای جراحی با تناسب دقیق استفاده میکنند. متخصصان پزشکی از مدل های آناتومیک چاپشده SLA برای برنامه ریزی جراحی و آموزش بیماران بهره میبرند. قابلیت فناوری SLA در بازتولید اشکال ارگانیک با سطوح صاف، آن را برای کاربرد هایی که هم دقت و هم کیفیت ارائه اهمیت دارد، بسیار ارزشمند می سازد.
استودیو های طراحی محصول و تولید کنندگان تجهیزات الکترونیک مصرفی: استودیو های طراحی و شرکت های تولید کننده محصولات الکترونیکی از SLA برای نمونه سازی بصری استفاده می کنند که شباهت بالایی با محصول نهایی دارد. سطح صاف چاپ ها نیاز به فرآوری پس از چاپ را برای ارائه مدل ها به مشتریان، عکاسی تبلیغاتی یا آزمایش گروه های هدف به حداقل می رساند. همچنین توانایی SLA در تولید قطعات شفاف و نیمه شفاف، آن را برای نمونه سازی لنز ها، راهنمای نور و سایر قطعات نوری که با فناوری FDM به طور کافی قابل شبیه سازی نیستند، ایده آل می کند.
انتخاب بین FDM و SLA براساس نیاز ها
برای تصمیم گیری بین این دو فناوری، ابتدا باید نیاز های اصلی خود را ارزیابی کنید. اگر ویژگی های مکانیکی، تنوع مواد و حجم ساخت بزرگتر اولویت شما هستند، فناوری FDM احتمالاً گزینه مناسبتری است. از سوی دیگر، اگر کیفیت سطح، جزئیات ریز و دقت ابعادی در اولویت اند، SLA شایسته توجه بیشتری خواهد بود. بسیاری از محیط های حرفهای در نهایت هر دو فناوری را ترکیب میکنند تا از نقاط قوت مکمل هر یک بهرهمند شوند.
به محدودیت های فضای کاری و جریان فرآیند خود نیز توجه کنید. چاپگر های FDM معمولاً به تجهیزات جانبی و زیرساخت های پس پردازش کمتری نیاز دارند و در زمینه تهویه و مدیریت مواد نیز انعطاف پذیرترند. سیستم های SLA معمولاً نیازمند فضای اختصاصی برای چاپگر، ایستگاه شستشو و تجهیزات پخت هستند و همچنین رعایت تهویه مناسب و نکات ایمنی برای مدیریت رزین های ناپخته ضروری است.

در نهایت، انتخاب شما باید هم با نیاز های فعلی و هم با اهداف و برنامه های آینده هماهنگ باشد. بسیاری از کاربران متوجه میشوند که شروع با FDM ورودی قابل دسترسی به دنیای چاپ سه بعدی فراهم میکند و SLA به عنوان مرحله بعدی طبیعی، زمانی که پروژه ها نیاز به دقت و کیفیت سطح بالاتری دارند، مورد استفاده قرار میگیرد. هر انتخابی که داشته باشید، هر دو فناوری قابلیت های چشمگیری ارائه میدهند که مرز های ممکن در تولید دیجیتال را به طور مداوم گسترش می دهند.